 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Autocar Tank Radiator Injection Form
Autocar Tank Radiator Injection Form
Formbeskrivelse
Stålform: P20
Formhulrum: Enkelt eller flere
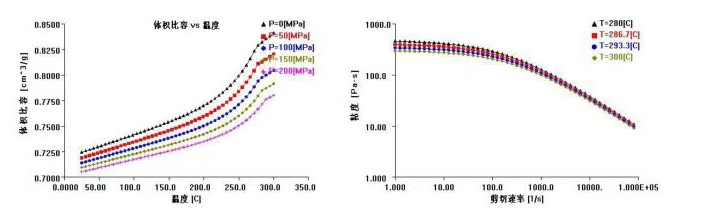
Produktmateriale: PA66+GF30%
Indsprøjtningssystem: Kold løber
Udkastningstype: Udkasterstift
Cyklustid: 50S
Hvorfor vælge Tank Radiator materiale PA66+GF30%?
Med udviklingen af bil letvægts, i praksis, den øvre og nedre tank radiatorer afAutocar Tank Radiator Injection Formerstattes af ingeniørplast i stedet for kobber, normalt ved at bruge nylon 66 til at tilføje glasfibermateriale. PA66 har god modstandsdygtighed over for høje temperaturer og korrosion, så vandkammerets dele er intakte og ikke bøjede. De øvre og nedre tankbiler erstattes af ingeniørplast i stedet for kobber, normalt ved at bruge nylon 66 til at tilføje glasfibermateriale. PA66 har god modstandsdygtighed over for høj temperatur og korrosion, så vandkammerdelene er intakte og ikke bøjede. Samtidig har den god duktilitet og smukke tankradiatordele.
Struktur af tankens radiatorform
Bestemmelsen af matricestrukturen bør tage højde for formsystemet og den faktiske produktionssituation. FordiAutocar Tank Radiator Injection FormProdukter er side core-trækker struktur, så brugen af en støbeform en hulrum støber struktur, gate ved hjælp af test gate. Auto tank radiator er lange lige stykker, når den er sat gate lange lige stykker i midten af delene, vil plast vises i processen med at fylde smeltede molekyler og fiber orientering, produkt forskellig orientering til knækningen forekommer, og parallelt med retningen og vinkelret til strømmen vil have en tendens til spændingsrevner, fordi vinkelret på strømmen af lav styrke, mere tilbøjelige til spændingsrevner. Så formdesigningeniørerne hos Hongmei besluttede at placere porten i den ene ende af produktet.
Produktdesign inspektion:
Uanset hvilket produktdesign, der er lavet af HONGMEI MOLD eller tilbydes af kunder, laver vi altid analyser og inspektioner overalt, såsom gennemførlighed af plaststøbning, struktur og bevægelse af plastforme, alle de relaterede plastkomponenter, der matcher situationen osv. Det kan undgå plastforme ændring, skrot og andre unødvendige reparationer af plastforme, som er forårsaget af produktdesignfejl. Vi mener, at 10 minutter mere vi bruger på designet, en måned kan blive reduceret i produktionen.
Med præcis analyse, der forudser rationalitetsanalyse for design af plastforme, bedste forarbejdningsanalyse og plastforme strukturapplikation, tilbyder det de mest professionelle løsninger med den bedst egnede plastforme ydeevne og tekniske specifikationer efter kundens behov.
Inspektionen dækker mange aspekter, såsom Plastic Moulds intensitet, mold-flow analyse, Plastic Moulds udstødning, kølesystem, rationalitet af styresystem, anvendelse af Plastic Moulds reservedeles specifikationer, kundernes maskinvalg og specielle krav ansøgning, etc. Alle af disse skal inspiceres i henhold til HONGMEI MOLD Plastic Moulds designstandard.
Stålkøbsinspektion:
Der er streng inspektionsproces og tidskontrol af køb af reservedele, delenes standardisering, størrelsespræcision, hårdhed af plastforme-materiale og materialefejl-detektion og så videre.
Formfremstilling er ikke kun formdesign, CNC-behandling og montering. Et godt støbeformfirma bekymrer sig ikke kun om dette, de vil være mere opmærksomme på de detaljerede ting som skimmelstrøm, tjek af støbeformstørrelse, støbe-CNC-præcision, vandkanalkontrol og støbepoleringsgrad.

Inspektionsudstyr
1. glidende skydelære
2. Multimeter
3. Hardometer
4. Målebånd
5. Mikrometer skydelære
6. CMM maskine
Udseendeinspektionsstandarder
1. Støbeformens bundstørrelse skal være standard
2. Ryddig og glat af formens bundoverflade
3. Formstål skal være det samme som kontrakten
Skimmelstruktur
1. Rimelig skimmelstruktur
2. Sliderne skal glatte og skal have varmebehandling, der er en olierille på slæden
3. Løfter, indsats og indsprøjtningsstift, bøsningen skal fungere glat.
Kølesystem
1. Rimelig cyklus kølesystem
2. Glat vandkanal, ingen lækage vand og luft
3. Grænsefladestørrelsen af vandkanalen skal være den samme som tegningen
Indsprøjtningssystem
1. Lokaliseringsringen skal passe til injektionsmaskinen, hovedløbestørrelsen og hældningen skal være designet rimeligt
2. Fodringsmetode og grenløber skal være rimelig position, porten er let at falde af
3. Skillelinje design rimeligt
4. Nogle formmarkerede dato for dag/måned/år eller materiale eller logo
5. Injektionsstiften skal være designegnet
Send forespørgsel



X
Vi bruger cookies til at tilbyde dig en bedre browsingoplevelse, analysere trafik på webstedet og tilpasse indhold. Ved at bruge denne side accepterer du vores brug af cookies.
Privatlivspolitik