 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkter
- Stor Hvidevareform
- Små husholdningsapparater Skimmelsvamp
- Plast husholdningsdele Form
- Form for medicinsk udstyr i plast
- Plast Kontorfaciliteter Skimmelsvamp
- Plastic Automotive Dele Form
- Plast motorcykel dele form
- Pet Produkter Skimmelsvamp
- Stol Plastform
- Plast industrielle dele Form
- Plastkasse sprøjtestøbeform
- Plastic Kid Products Form
- Plast tyndvægget form
- PET præform og hætteform
- Plast rørfitting Form
- Plastprodukter
- Andre Forme






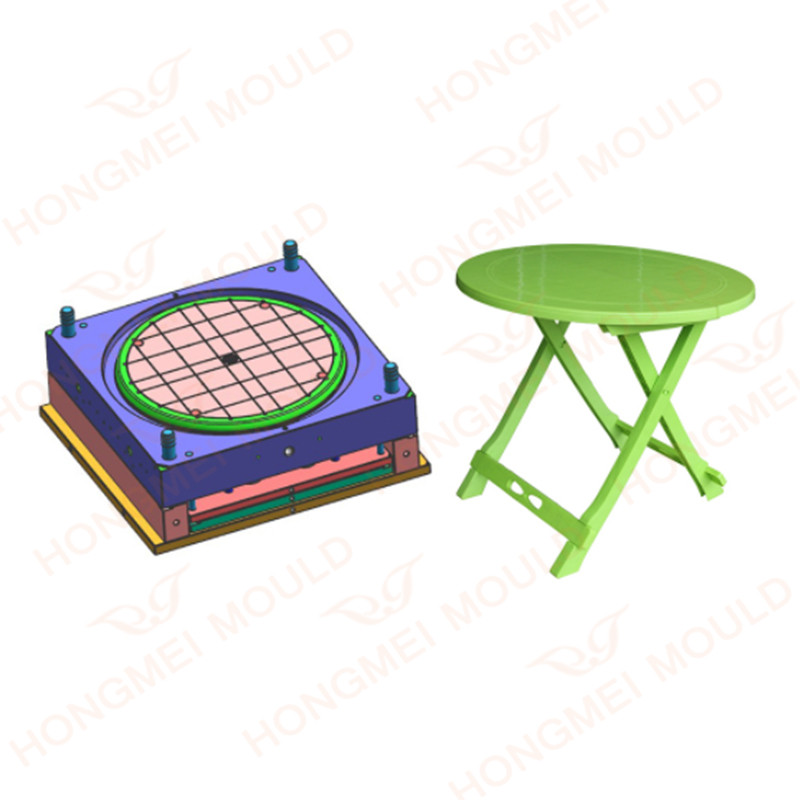
Rund have Plast Bordform
Som den professionelle fremstilling vil vi gerne give dig rund haveplastbordform af høj kvalitet. Og vi vil tilbyde dig den bedste eftersalgsservice og rettidig levering. Plastindsprøjtningsbordform har 3 sæt forme, bordben, bordbensdæksel og bordplade, Plastform til rund have, vi bruger hot runner og 718 formstål til at producere .
Send forespørgsel
Produkt beskrivelse
Som den professionelle fremstilling vil vi gerne give dig rund haveplastbordform af høj kvalitet. Og vi vil tilbyde dig den bedste eftersalgsservice og rettidig levering.
Rund have Plast Bord Form Funktion
Råmateriale: PP
Stålform: 718
Formbund: 45#
Runner: hot runner stor låge
Udkast: stripper
Formlevetid: 500.000 skud
Leveringsdato: 75 hverdage
Processen med vores Hongmei Company, der laver denne form
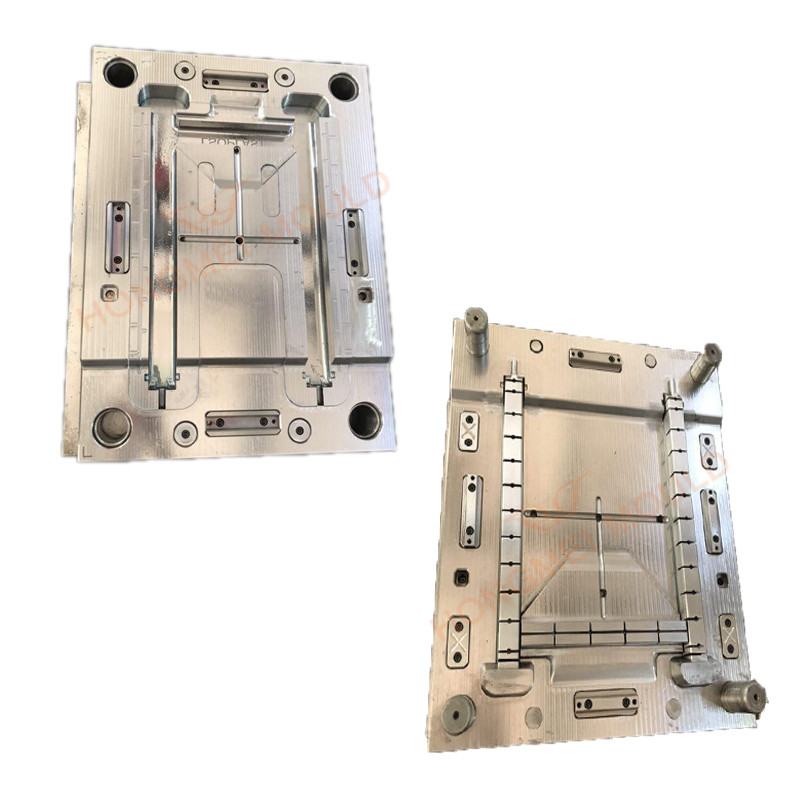
Hongmei Mold vil vælge det mest egnede stål til at lave forme i henhold til dine produkter, normalt tilRund have Plast Bordform, vil vores virksomhed anbefale 718 stål med en garantiformlevetid på 500000 skud. Før formdesign vil vi analysere produktet for at kontrollere, om det kan flyde balance. Til benform skal den bruge en oliecylinder til at flytte kernedelen, fordi benproduktet indeni er hult. Med præcisionsværktøjsudstyret og streng dimensionskontrol er testprøvernes udseende og fittings gode efter formtestning, og vi kan sende formen til dig på kort tid. Vores firma er opmærksom på designet af løbersystemet og kølesystemet, vi bruger et godt hot runner mærke, som har god feedback fra vores kunder, hot runner systemet vil opføre sig godt påfyldning. Desuden vil vores kølelinjer blive designet tæt på produktstøbningspositionen for at opnå den største køleeffekt. Vi vil designeRund have Plast Bordformfor at passe med din maskinparameter. Og hvis du ikke kan åbne 3D formdesign, har vi vores formrapport, du kan se vores formrapport for at kontrollere formstørrelsen, kølelinjediameteren osv.
Designprincippet for plastisk rundbordsform
1. Designgrundlag
* Nøjagtigheden af dimension og dens relative dimension
Ifølge de specifikke krav og funktioner for hele produktet af plastprodukter for at bestemme dets eksterne kvalitet og specifikke størrelse hører til hvilken slags: udseende kvalitetskrav er højere, størrelsen nøjagtighedskrav er lavere plastprodukter, såsom legetøj; Funktionelle plastprodukter, strenge krav til størrelse; Plastprodukter, såsom kameraer, der er strengt påkrævet i udseende og størrelse.
* Om stripperhældningen er rimelig
Afformningshældning er direkte relateret til afformningen og kvaliteten af plastprodukter, det vil sige injektionsprocessen, om injektionen kan udføres glat; afformningshældningen er nok; hældning til plastprodukter i støbningen af skille- eller skillefladen; om det vil påvirke nøjagtigheden af udseende og vægtykkelsesstørrelse; om det vil påvirke styrken af en del af plastprodukter.

2. Designprocedurer
Analyse og fordøjelse af plastprodukttegning og fast stof (fast prøve):
* Produktets geometri
* Dimensioner, tolerancer og design benchmarks
* Tekniske krav
* Navn og mærke på plastik
* Overfladekrav
* Kavitetsnummer og hulrumsarrangement
* Produktvægt og injektionsvolumen af injektionsmaskine
* Produktets projicerede område og indsprøjtningsmaskinens spændekraft
* Formstørrelse og det effektive område af injektionsmaskinens installationsform (eller afstanden mellem sprøjtemaskinens trækstang)
* Produktpræcision, farve
* Om produkterne har sideakselkerner og deres behandlingsmetoder
Kavitetsnummer blev bestemt, og derefter til arrangementet af hulrummet, hulrumspositionsarrangementet, hulrumsarrangement involvererRund have Plast Bordformstørrelse, udformningen af portsystemet, balancen mellem portsystemet, udformningen af den kernetrækkende skyder) institutioner, indsats, og udformningen af kernen, udformningen af varmevekslersystemet, disse problemer og skilleflade og udvælgelsen af portplacering, så i gang med det specifikke design, at foretage de nødvendige justeringer, for at opnå det mere perfekte design.

3. Bestemmelse af skillefladen
Det påvirker ikke udseendet. For at sikre nøjagtigheden af produkter, støber behandling, især hulrum behandling.
Det er befordrende for designet af hældesystemet, udstødningssystemet og kølesystemet.
Det er befordrende for åbning af matrice (adskillelse, afformning) for at sikre, at produkterne efterlades på siden af den bevægelige matrice, når formen åbnes.
Letter arrangementet af metalblokke.
4. Design af hældesystem
Udformningen af hældesystemet omfatter valget af hovedstrømningskanalen, bestemmelsen af formen og størrelsen af løbesektionen, valget af portens placering, portformen og bestemmelsen af portsektionens størrelse.
Ved design af et portsystem vælges først portens placering.
Valg af portplacering er direkte relateret til produktstøbningskvaliteten og den glatte injektionsproces. Valget af portplacering skal følge følgende principper:
* Portplacering skal så vidt muligt vælges på skillefladen for at letteRund have Plast Bordformforarbejdning og brug af portrengøringen
* Afstanden mellem portpositionen og hver del af hulrummet skal være konsistent så vidt muligt, og værktøjets flow skal være den korteste
* Placeringen af porten skal sikre, at plastik strømmer ind i hulrummet, hulrummet i de brede, tykke vægdele, for at lette den glatte plastikstrøm
* Portposition skal åbnes ved den tykkeste del af plastikdelene
* Undgå direkte indsprøjtning af plastik i hulrumsvæggen, kernen eller indsatsen, når den flyder ned i hulrummet, så plastik kan strømme ind i alle dele af hulrummet hurtigst muligt, og undgå deformation af kernen eller indsatsen
* Prøv at undgå, at produkterne producerer svejsemærker, eller gør svejsemærkerne i produktet er ikke vigtige dele;
Portposition og plastiktilstrømningsretning bør få plasten til at strømme ind i hulrummet langs hulrummets parallelle retning ensartet indstrømning og befordrende for udledning af gas i hulrummet
* Lågen skal placeres på den del af produktet, der er lettest at fjerne, uden at det påvirker produktets udseende mest muligt.
5. Design af udstødningssystem
Udstødningssystemet spiller en vigtig rolle i at sikre produkternes formningskvalitet.
Ved at bruge udstødningsåbningen er udstødningsåbningen generelt placeret ved den del, hvor hulrummet er fyldt for enden. Dybden af udstødningsspalten varierer med forskellige plasttyper og er grundlæggende bestemt af den maksimale frigang, plasten tillader uden flange, for eksempel er ABS0.04 under 0,02 mm gips og 0,02 stål.
Brug tilpasningsafstanden til kerneindsatsens skubbestang eller speciel udstødningsprop til at udtømme; Nogle gange for at forhindre produkter i udstødningen forårsaget af vakuumdeformation, skal gasstiften indstilles; Nogle gange er antivakuumadsorptionskomponenter designet til at forhindre vakuumadsorption af produkter og moduler.
6. Design af kølesystem
Udformningen af kølesystemet er kompliceret arbejde, som bør tage højde for køleeffekten og ensartetheden af køling og kølesystemets indflydelse på den overordnede struktur af kølesystemet.Rund have Plast Bordform.

7. Inkluder:
* Kølesystemets arrangement og kølesystemets specifikke form
* Bestemmelse af den specifikke placering og størrelse af kølesystemet
* Nøgledele såsom flytning af form eller indstikskøling
* Køling af sideskydere og sidekerner
* Design af køleelementer og valg af kølestandardelementer
* Design af tætningsstruktur
Accepter små ordrer af sprøjtestøbningsprodukter med lille MOQ.
Der er 6 senioringeniører, 5 designere og 50 erfarneRund have Plast Bordformmedarbejdere for at sikre, at ordreprocessen styres så effektivt som muligt.
Præcis formstruktur, forkorte formcyklustid, forlænge formlevetiden er vores endelige mål for kvalificerede forme.
Vores effektive kommunikation og arbejde kan imødekomme kundernes krav og udvikler et langsigtet samarbejde med win-win.
Hongmei kan altid være din pålidelige leverandør.
Kontakt mig

Hot Tags: Plastform til rund have, Kina, Tilpasset, Kvalitet, Mode, Ny Stil, Hot Selling, Populær, Billig, Køb, Senest sælgende, Engros, Nyeste, Lavpris, Fabrik, Lavet i Kina, Pris, Producenter, Leverandører, OEM, ODM, levering til tiden, gratis prøve
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.
Relaterede produkter









X
Vi bruger cookies til at tilbyde dig en bedre browsingoplevelse, analysere trafik på webstedet og tilpasse indhold. Ved at bruge denne side accepterer du vores brug af cookies.
Privatlivspolitik