 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkter
- Stor Hvidevareform
- Små husholdningsapparater Skimmelsvamp
- Plast husholdningsdele Form
- Form for medicinsk udstyr i plast
- Plast Kontorfaciliteter Skimmelsvamp
- Plastic Automotive Dele Form
- Plast motorcykel dele form
- Pet Produkter Skimmelsvamp
- Stol Plastform
- Plast industrielle dele Form
- Plastkasse sprøjtestøbeform
- Plastic Kid Products Form
- Plast tyndvægget form
- PET præform og hætteform
- Plast rørfitting Form
- Plastprodukter
- Andre Forme









Elektronisk flue-insektsmækker af plast
Som den professionelle fremstilling vil vi gerne give dig højkvalitets plastik elektronisk flyveinsektsmækkerstøbning. Og vi vil tilbyde dig den bedste eftersalgsservice og rettidig levering. Vi er en professionel producent af kinesisk plast elektronisk flueinsektsmækker, hvis du vil vide mere, kan du kontakte os.
Om sommeren er fluen og insekterne omkring os, som altid bider os, det er farligt og grimt, så om sommeren kan mange mennesker godt lide at bruge elektronisk plastikflue og insektsmækker til at fjerne fluen. Hongmei formfirma kan hjælpe dig med at lave denne elektroniske flue- og insektsvampskal af plast i god kvalitet.
Om sommeren er fluen og insekterne omkring os, som altid bider os, det er farligt og grimt, så om sommeren kan mange mennesker godt lide at bruge elektronisk plastikflue og insektsmækker til at fjerne fluen. Hongmei formfirma kan hjælpe dig med at lave denne elektroniske flue- og insektsvampskal af plast i god kvalitet.
Send forespørgsel
Produkt beskrivelse
Som den professionelle fremstilling vil vi gerne give dig højkvalitets plastik elektronisk flyveinsektsmækkerstøbning. Og vi vil tilbyde dig den bedste eftersalgsservice og rettidig levering.
Elektronisk flueform af plast til insektsmækker
Form funktion
Del materiale: ABS
Form Stål: p20
Kavitet: enkelt hulrum
Udkastningssystem: udkastningsstift
Løber: kold løber
Cyklustid: 26 s
Tonnage for injektionsmaskine: 150T
Leveringstid: 30 dage
Emballage: Trækasse
Introduktion af elektronisk flue- og insektsvamp i plastik
Bug-udryddende anordninger er praktiske, men de har et svagt punkt: insektet skal komme i nærheden af dem for at blive zappet. Men hvad sker der, hvis der er en myg eller en flue på fri fod, som du skal af med? Til de tider, hvad du har brug for, er den elektriske fluesmækker-Zapper Bug Killer med dobbelt brug med dens genopladelige "ketcher". Tag den ud, og i de næste 30 minutter forbliver den ladet og et potent våben til at slippe af med de irriterende flyvende skadedyr! Med andre ord kombinerer dette funktionen af en elektrokutor-fejlfælde og elektrisk fluesmækker i en stilfuld boligenhed.
Selvfølgelig, med zap-ketcheren på plads og tilsluttet en stikkontakt, fungerer den elektriske fluesmækker-Zapper Bug Killer med dobbelt anvendelse som en almindelig elektrisk insektfælde og lader dig nyde at læse eller sove en sommernat med vinduerne åbne. Det kommer i to farver (hvid eller mørkegrå), hvilket gør det nemt at tilpasse sig dit rum og smag. Den er let og nem at bruge - bare tilslut den! Det ultimative våben mod insekter er her!
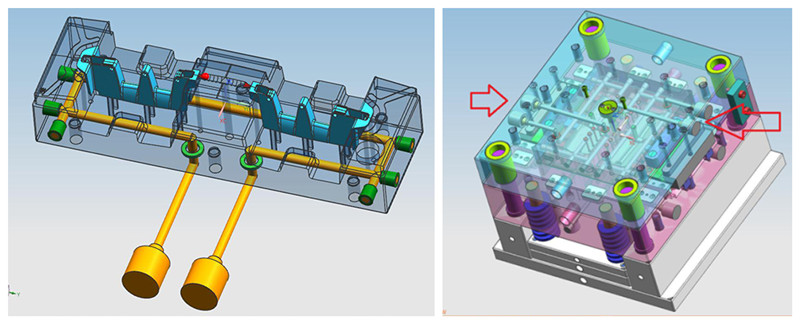
Cooling-Line-konfiguration af plast elektronisk flue-insektsmækker muld
Seje linjer er normalt organiseret i serier eller parallelle layouts. Kølige linjer i parallel konstruktion deler kølevæsken, der strømmede fra plastformvarmeregulatoren. Forudsat at der antages ens trykfald pr. linje, er kølevæskestrømningshastigheden pr. linje stort set lig med den fulde bevægelseshastighedstransport gennem temperaturregulatoren divideret med mængden, der er relateret til parallelle linjer, der er forbundet med den. For eksempel ville en styringsenhed på 11 gallon pr. minut give omkring 1,35 gallon hvert minut i forhold til otte lige parallelle kølige linjer.
Små variationer i spændingsfald mellem parallelle linjer kan resultere i store forskelle i kølevæskebevægelseshastighed og mulige kølingsvanskeligheder. Seriekredsløb forhindrer dette problem ved at opretholde en standard kølevæskebevægelseshastighed gennem kredsløbet. Om den anden hånd kan en stor stigning i kølevæskevarmen i lange seriekredsløb resultere i mindre effektiv køling i enderne fra kredsløbene.
For at være et kompromis, tænk på at opdele store seje kredsløb direkte i flere mindre serier kredsløb relateret til lige spændingsfald. Gør brug af flowkontrolforanstaltninger til at balancere bevægelse gennem kredsløb med ubalancerede længder og/eller begrænsninger.
I seriekredsløb, direkte køling til steder, der kræver det mest kølige først: sædvanligvis tykke portioner, varme stanser eller den brugerdefineredeelektronisk flueinsektsmækker af plastanlæg. For effektiv varmeudveksling gennem den tilpassede støbeform mod kølevæsken, skal du tegne det kølige system for at opnå turbulent bevægelse, det vil sige en Reynolds-mængde, der er væsentligt større sammenlignet med turbulensbegyndelsen, der er relateret til omkring 2.600. Med et Reynolds-beløb på 10.000, som er den almindelige målsætning for tegningen, udveksler vandkølevæske varme en ordre, der relaterer sig til størrelsen hurtigere sammenlignet med laminær bevægelse. Undervurder ikke de kølige krav i forbindelse med tyndvæggede komponenter. Reducering af vægstørrelsen med en del reducerer den laveste afkølingstid til en fjerdedel. For at opnå hele den mulige cyklus-tid-reduktion, skal kølemetoden fjerne varme med 4x hastigheden. Forskellige fede faktorer at tage fat på
1. Brug flow-kontrolmålere til at undersøge for forhindringer og til at ændre kølevæskens bevægelseshastighed gennem kølekredsløbene;
2. Undgå bevægelsesbegrænsning, hurtige afbrydelser og forskellige forhindringer, der øger spændingsfaldet og reducerer kølevæskens bevægelseshastighed; og
3. Tilbyd tilstrækkelig kølevæskebevægelse for at begrænse kølevæskevarmestigningen i kredsløbene til ikke over 4,5 grader.
Injektionssystemet er også meget vigtigt atelektronisk flueinsektsmækker af plast
Almindelig hældesystem består af hovedløber, grenløber, låge og koldsneglebrønd. Plastdelens støbeposition skal bestemmes før udformningen af hældesystemet. Udformningen af hældesystemet er en vigtig del af designet afelektronisk flue- og insektsmækker i plast. Det har en direkte indvirkning på sprøjtestøbningscyklussen og kvaliteten af plastdelene (såsom udseende, fysiske egenskaber, dimensionsnøjagtighed)
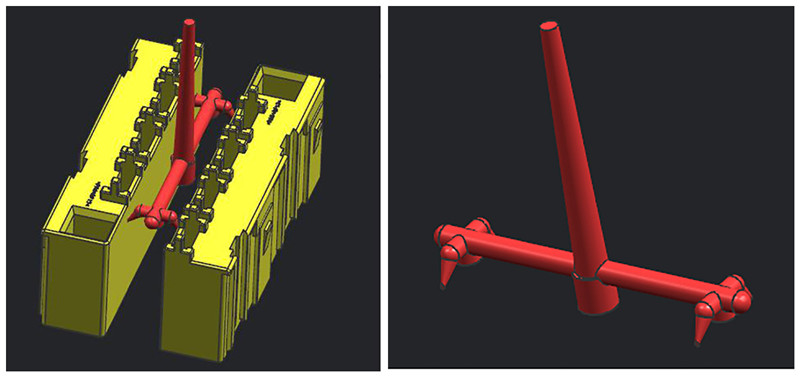
Jeg mistede mit design af Elektronisk flue- og insektsvampe af plast, så jeg bruger et andet design i stedet her viser dig.
Designet skal være baseret på følgende principper:
(1) Kavitetens layout og portåbningsposition skal være symmetrisk for at forhindre, at formen udsættes for ubalanceret belastning og forårsager blink.
(2) Arrangementet af hulrum og porte bør reducere formens overordnede dimensioner så meget som muligt.
(3) Systemflowkanalen skal være så kort som muligt, og tværsnitsstørrelsen skal være passende (for lille, tryk- og varmetabet vil være stort, og for stort, plastforbruget vil være stort): minimer bøjning, og overfladeruheden skal være lav for at minimere varme- og tryktabet. Det kan være lille. ,
(4) For flere hulrum skal plastsmelten så meget som muligt ind i dybderne og hjørnerne af hvert hulrum på samme tid, og løberne skal arrangeres så afbalanceret som muligt.
(5) Under forudsætning af, at hulrummet er fuldt, skal hældesystemets volumen være så lille som muligt for at reducere forbruget af plastik.
(6) Portpositionen skal være passende, prøv at undgå at påvirke indsatsen og den lille kerne og forhindre, at kernen deformeres. Resten af porten bør ikke påvirke udseendet af plastdelen.
FAQ
Spørgsmål: Er du en formfabrik?
A: Ja, Hongmei-virksomheden er etableret i 2014, som specialiserede sig i fremstilling af sprøjtestøbeform.
Q: Hvilken form for form kan du lave?
A: Plastsprøjtestøbeform, hovedsageligt inklusiv husholdningsdelform, apparatskalform, tyndvægsdelform, automotivdelstøbeform, industridelform, rørform og kæledyrspræformform.
Q: Hvad med dine betalingsbetingelser?
A: 50% forudbetaling forud, og resten skal betales før forsendelse.
Q: Hvor længe skal en form færdiggøres?
A: Det meste vil være færdigt på 45 dage, men nogle komplekse og store skimmelsvampe vil bruge mere tid.
Q: Hvordan's årlige produktion af din virksomhed?
A: Vi kan lave 300-500 sæt hvert år.
Spørgsmål: Hvor lang tid af formgarantiperioden?
A: Formgarantiperioden i 1 år (Skader forårsaget af menneskelige faktorer eller ulykke er ikke inden for garantiens omfang), og sliddele sendes til dig gratis.
Hongmei-firmaet vil tilpasse formen til dig for at spare tid og penge. Vi glæder os til at samarbejde med dig! God eftersalgsservice! Din tilfredshed er vores forfølgelse!
Velkommen du forespørger os!Yderligere information Kontaktos!
Kontakt mig
Hot Tags: Elektronisk flueinsektsmækker af plast, Kina, Tilpasset, Kvalitet, Mode, Ny Stil, Hot Selling, Populær, Billig, Køb, Senest sælgende, Engros, Nyeste, Lavpris, Fabrik, Fremstillet i Kina, Pris, Producenter, Leverandører, OEM , ODM, Levering til tiden, Gratis prøve
Produkt Tag
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.
Relaterede produkter









X
Vi bruger cookies til at tilbyde dig en bedre browsingoplevelse, analysere trafik på webstedet og tilpasse indhold. Ved at bruge denne side accepterer du vores brug af cookies.
Privatlivspolitik