 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


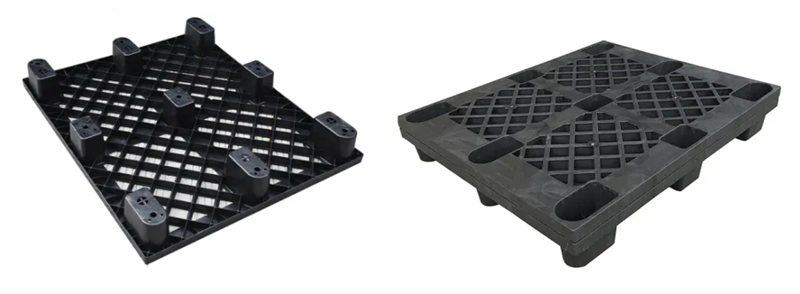
VIGTIGHEDEN AF KØLETID I PLASTPALLESTØBNING
VIGTIGHEDEN AF KØLETID I PLASTPALLESTØBNING
Hvilke faktorer er involveret i afkølingsprocessen?
Inden vi diskuterer vigtigheden af afkølingstid, lad’s tage et kig på, hvad processen indebærer. Der kræves en utrolig høj temperatur for at smelte plastikharpiks til injektion, og på grund af denne enorme varme kan afkølingsprocessen tage op til fire femtedele af cyklustiden, hvis ikke længere. Følgende elementer i plastsprøjtestøbning er de temperaturskiftende stadier, der fører op til det endelige produkt:
Harpiksopvarmning og -injektion: Basisharpiksen gøres flydende ved at blive udsat for høje temperaturer, og når den er smeltet til den passende viskositet,’s sprøjtes ind i formen.
Formpakning og fastholdelse: Efterhånden som injektionen fortsætter, begynder noget af plastikken at afkøle og krympe. For at sikre, at hulrummet er fyldt, injiceres yderligere materiale og“afholdt” for at forhindre tilbageløb.
Afkølingsstadie: Afkølingsprocessen begynder efter pakning og fastholdelse af materialet i formen. I løbet af denne fase størkner plastikken og antager den permanente form af formen.
Efter denne proces skubbes delen ud af formen og inspiceres med henblik på kvalitetssikring. Hvis køletiden er forkert beregnet, kan det resultere i defekter.
Hvorfor er køletid vigtig?
Når afkølingen udføres forkert, vandt plastdelen’t hærder tilstrækkeligt, hvilket fører til beskadigelse fra udstøderstifterne. Selv en skimmelsvamp’s design kan påvirke afkølingsprocessen, hvilket resulterer i øget krympning, synkning, misfarvning, vridning og delaminering. Hvis kølekanaler er implementeret i formen’s design kan det hjælpe med at sprede varme og sænke hulmuren’s temperatur, hvilket igen fører til jævn afkøling. Overdreven køling kan dog også resultere i en unødvendigt lang cyklustid, hvorfor det er tilfældet’s afgørende støbeproducenter er i stand til nøjagtigt at estimere køletiden.
Hvordan beregnes køletid i plastsprøjtestøbning?
Køletid kan beregnes ved at bruge en ligning, der inkorporerer vægtykkelse og en måling kendt som termisk diffusivitet– som kvantificerer plastikken’s varmeledningsevne, tæthed og energibehov for at hæve dens temperatur. Den estimerede tid afhænger også af typen af termoplast, da hver har forskellige smelte- og støbetemperaturer. Dette er en kompliceret ligning, men hvis du’Når de arbejder med en erfaren sprøjtestøbningspartner, vil de være velbevandret i denne proces.
På trods af at det optager størstedelen af cyklustiden, bør afkølingstiden i plastsprøjtestøbning ikke forhastes. Det kræver en kombination af tålmodighed, formdesign og nøjagtig matematik for at generere en afkølingstid, der vil resultere i maksimeret fremstillingshastighed. Midstate Mold er en ekspert nøglefærdig producent, der udmærker sig ved at skabe prototyper og udføre produktion, hvilket resulterer i effektive leveringstider. Hvis du gerne vil diskutere vores proces, og hvordan vi beregner hvert trin i vores sprøjtestøbning, så kontakt os i dag.
Hongmei Company har fokuseret på sprøjtestøbeform i 20 år, hvis du er interesseret i, kontakt mig.
Send forespørgsel



X
Vi bruger cookies til at tilbyde dig en bedre browsingoplevelse, analysere trafik på webstedet og tilpasse indhold. Ved at bruge denne side accepterer du vores brug af cookies.
Privatlivspolitik